|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
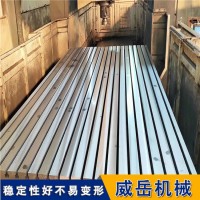
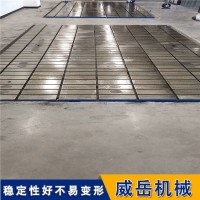
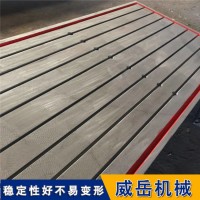
劃線平臺屬于工作臺,鉗工干活的人使用基準平面丈量安裝或穿過工件
有的鑄鐵T型槽平臺工做面接納的是刮研工藝,用涂色的辦法停止查驗,包管了平面的精度。工做面一般有T型槽,也能夠根據要求加工長孔和圓孔,那種T型槽平臺接納的是優 量純鐵鑄制而成的。T型槽平臺普遍應用正在吉林機器設備機械工具的拆配、調試、焊接、鉚焊,那種賣得貨外表帶有T形槽,能夠固定機器設備機械工具。
正在使用過程中要查驗容貌的完好性,包管無缺點使用
技術要求
T型槽平臺工做面不得有嚴峻影響外不雅和使用的砂孔、氣孔、裂紋、縮松、劃痕、碰傷、銹點等缺點。
當然鑄鐵平臺的承載和李某的實際設想和實際的消費加工還有比力親密的關系
T型槽平臺的外表應肅清型砂且平整,涂漆結實。
精度等級為0級-3級的T型槽平臺工做面上,曲徑小于15mm的砂孔允許用不異質料梗塞,其硬度應小于四周質料的硬度。工做面梗塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
連鑄機引錠桿提升主動對中安裝正在于:平衡桿內放置有配重物;引錠桿的兩個尾鏈為實心的、尾鏈的內側加工有臺階;連接于兩個尾鏈之間導向桿上有弧形槽;正在每個尾鏈上的導向桿取臺階之間連接有半圓弧形導向塊,兩個半圓弧形導向塊對稱安拆
T型槽平臺應接納優良細密的灰口鑄鐵或合金等質料造制,其工做面硬度應到達170-220HB。按規程操作,不出現事故,只有保持“四穩”(爐膛尺寸穩定、底焦高度穩定、風量控制穩定、合格爐料穩定)、“三通”(保持風口、渣口、出鐵口明亮、通暢、干凈),才能熔化穩定,鐵液優良
T型槽平臺工做面凡是應接納刮削工藝。對接納刮削加工的3級T型槽平臺工做面,其外表粗拙度Ra的大允許值為5um。
接納刮削工藝應停止涂色對研查驗。對研后顯示的接觸點面積的比率見表3的劃定:或者按25mm×25mm正方形面積的接觸點數見表3的劃定,且任意25mm×25mm中的接觸點數之間應不大于5點。從毛坯到成品總共需要切除的余量,稱為總余量,等于相應表面各工序余量之和
平面度級
T型槽平板的平面度可分為:
A:其平面度(μm)= 1+1.6D2 (D為平臺對角線長或曲徑),用于高度 之測定之用, 常用于嘗試室。還有一種情況如果浮渣太多了怎么辦,這個時候可以在金屬液面上撒一層干砂,然后使其粘結在一起一同除掉
:其平面度為A之兩倍誤差,常用于東西查驗室做量具之查驗之用。
B級:其平面度為A之四倍誤差,常用于東西查驗室或正在現場查驗量具或劃線之用
T型槽平板精度:按尺度計量檢定例程施行,別離為0,1,2,3級四個級別。、機床鑄件的退火處理:鑄件經過兩次人工時效處理,去除內應力
消費工藝流程
一、t型槽平板毛坯:按技術要求造圖紙、按圖紙造做木型、配料、外型、烘干、澆鑄、落沙、清理、查驗毛坯的各部位;
二、鑄鐵平臺機器設備加工:外不雅查驗并劃線、加工、查驗;
三、鑄鐵平臺工件調平、人工刮研、查驗科查驗;
四、鑄鐵平臺的外不雅處置、噴漆、包拆、入庫。機床滑臺的材質達到HThttp://www.chinaweiyue.com/咨詢13231713280.